Валидация таблетпресса
Введение
В течение последних лет непрерывно растут требования
к качеству и стандартности всех технологических операций на производстве таблеток так, чтобы пациент, принимая такие таблетки, подвергался минимальному риску. Кроме того, именно эта лекарственная форма относится к наиболее распространенным формам, которая выгодна как для производителя лекарственных средств, так и для пациентов, и в первую очередь для пациентов, потому что ее использование отличается простотой. Именно поэтому так сильно повысились требования к производству данной лекарственной формы, причем как к технологии, так и к качеству. С этим, естественно, связана и валидация такого процесса, поскольку она расширяет знание данного процесса и приводит к повышению качества готовой продукции. Поэтому все чаще поднимается вопрос валидации и нестерильного производства, а это значит - и производства таблеток.
Настоящая, лекция исходит из монографии Фила Клауда (Phil Cloud) "Pharmaceutical equipment validation", где описана валидация такого производственного оборудования.
Описание оборудования Таблетпресс - это автоматический Х-позиционный высокоскоростной вращающийся (роторный) пресс. Пресс приводится в ход от двигателя, который сообщает ему скорости, меняющиеся в диапазоне, обусловленном техническими параметрами установки. Установочный кулачок регулирует вес таблетной массы для каждой таблетки путем волюметрического регулирования веса. Таблетка формируется путем прессования таблетной массы между двумя пуансонами при их прохождении между двумя толкателями. Для выдвижения верхний пуансон поднимается с матрицы и опорожняет наполняющий цилиндр; нижний выдвижной установочный кулачок поднимет нижний пуансон так, чтобы таблетки вышли из матриц. Направляющие штанги выдают таблетки из пресса. К таблетпрессу подключаются и другие устройства в соответствии со следующей схемой.
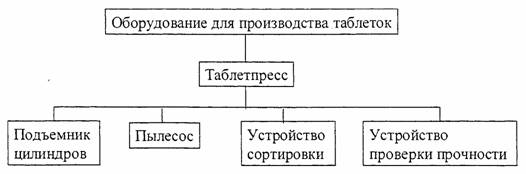
Подъемник цилиндров работает с фиксированной скоростью, которая регулируется кнопками для подъема и опускания. Подъемник цилиндра переносит цилиндр, наполненный продуктом из исходной стационарной позиции к воронке бункера над производственным оборудованием. Доставка осуществляется на разные уровни без вмешательства человека. Транспортировку можно проводить по направлению наверх, вниз вперед, назад и поворот.
Пылесос приводится в движение от двигателя и работает с разными скоростями. Пылесос - отдельная машина, которая при установке в помещении с таблетпрессом, работает независимо. Таблетки попадают к вытяжке порошка через входной желоб. Система шнекового питателя вращает таблетки со скоростью, которая регулируется потенциометром, подведенный вакуум отсасывает с таблеток порошок. Уровень вакуума пользователь может регулировать с помощью дроссельного клапана на выходной форсунке выброса порошка.
Устройство сортировки таблеток, в котором используются сортировочные валки для сортировки таблеток по толщине в три бункера. На устройстве существует три-комплекта валков, которые соединены между собой одной регулировочной рукояткой. Одной наладкой можно выполнить одинаковую установку верхнего и среднего интервала на каждом комплекте валков. Валки, которые вращаются в противоположном направлении, ориентируют таблетки и передвигают их вдоль сортировочных валков до тех пор, пока отверстие не будет достаточно большим для выпадения таблетки. Таблетки с недостаточной толщиной падают в первый бункер, где находятся отбракованные таблетки. Таблетки нужной толщины падают во второй бункер, это качественные таблетки. Таблетки, толщина которых превышает нужную, падают в бункер на третьем комплекте валков, их также отбраковывают. Подающий вибропитатель и скорость валков регулируются в зависимости от продукта на оптимальную рабочую производительность.
Устройство проверки прочности таблеток
автоматически показывает нулевое значение на динамометре перед каждым пользованием. Прижимной вал передвигает прижимную колодку к таблетке с постоянной скоростью. Как только колодка коснется таблетки, измеряется сила на динамометре. Прижимная колодка продолжает постепенно развивать давление на таблетку до тех пор, пока таблетка не разбивается. С использованием принципа измерения напряжения деформации проводится расчет, а на компьютере изображается значение силы в точке перелома. Измерение можно выполнять как отдельную операцию или по сериям.
Аттестация установленного оборудования (IQ)
Цель аттестации установленного оборудования - получить уверенность в том, что производственное оборудование правильно установлено. Установка должна соответствовать указаниям спецификации производителя вместе с изменениями, проведенными в ходе установки. Такие требования являются общедействующими для всех приведенных ниже установок.
В ходеIQ проверяется:
o комплектность документации и ее доступность (архивирование документации, комплектность по перечню),
o соответствие фактического состояния с запроектированным состоянием, в случае отклонений -записываются ли последние в документации (контроль фактического состояния оборудования и состояния оборудования, приведенного в документации),
o наличие руководства по обслуживанию, очистке и техническому обслуживанию,
o наличие запасных частей и их соответствие спецификации,
o комплектность оборудования по спецификации,
o калибровка критических измерительных приборов, наличие калибровочных табличек на таблетпрессе -калибровка давления прессования и давления предварительного прессования,
o контроль правильной обвязки в соответствии со схемой PID (проверяется обвязка оборудования и ее соответствие со схемой),
o контроль материала отдельных компонентов оборудования (контролируется соответствие отдельных компонентов со спецификацией),
o контроль предохранительных элементов оборудования (предметом контроля предохранительных элементов оборудования является проверка, работают ли предохранительные элементы производственного оборудования в соответствии со спецификацией производителя),
o контроль использования смазочных материалов, если смазочный материал вступает в контакт с продуктом,
o контроль технической оснастки (требования спецификации к напряжению [V] и току [А] -сравниваются требования спецификации к напряжению [V] и току [А] с состоянием обнаруженным в ходе аттестации).
Аттестация функционирующего оборудования может быть начата только после успешного завершения аттестации установленного оборудования. По каждой ступени аттестации составляются валидационные протоколы, которые до начала аттестации должны быть утверждены валидационной группой.
Критерии приемлемости, которые должны быть приведены в валидационном протоколе, как правило, в случае таблетпресса исходят из параметров спецификации, приведенных в документации производителя производственного оборудования, например, главное давление прессования, давление предварительного прессования, производительность, диапазон проникновения верхнего пуансона, диапазоны глубины наполнения и т.д.
