Batch documentation
Here you will find answers to the following questions:
|
All tasks relevant to the manufacturing, packaging and checking of medicinal products can be traced via the batch documentation. This is particularly important if quality problems occur that did not exist or were unknown at the time the medicinal product was approved for sale. In terms of product liability, a properly compiled batch documentation is often the only means at the disposal of the pharmaceutical manufacturer for providing evidence (see chapter 1 Quality Management). This not only underscores the importance of compiling GMP conforming documentation, but also emphasises the necessity for appropriate subsequent handling.
By reconstructing a previous process it is possible to determine directly how a product was manufactured at a specific point in time. This is important for the following reasons:
- Once acquired, know-how is not lost.
- If quality problems become evident in products at a later date the reasons for these can be traced.
- The expectations of external customers (examples are authorities, pharmacists, purchasers) and internal customers (other departments at the company, for example) in terms of information can be met.
- Protection against possible recourse arising from product liability legislation.
The term batch documentation essentially refers to the
- Manufacturing instructions and batch processing record
(see chapter 15.C.1 Manufacturing instructions/record), - Packaging instructions and the batch packaging record
(see chapter 15.C.2 Packaging instruction and batch packaging record), - Testing procedure and test protocol
(see chapter 15.C.4 Testing procedures and test protocol).
Additionally, further documents are also required in order to describe fully the production of a medicinal product (see figure 15.C-2).
However, the various GMP rules and regulations use different terms in the context of the manufacturing documentation which are shown side by side in figure 15.C-1.
| Terms commonly used to describe the manufacturing documentation |
|
|---|---|
| EU GMP Guideline |
21 CFR 211 |
Manufacturing formula (chapter 4.14) |
Master formula |
Processing instruction (chapter 4.15) |
Master production record (Section 211.186) |
Batch processing record (chapter 4.17) |
Batch production record (Section 211.188) |
Sometimes the above terms are used simultaneously at individual companies, also sometimes with varying definitions. It is therefore important that the terminology in use at a company is laid down in writing in an SOP or glossary. This will ensure that the content of the individual documents is clear to company staff and also newcomers, as well as to external parties such as customers, contract manufacturers or authority representatives. .
| Secondary documentation |
|---|
|
In addition to the aforementioned documents, other documents will inevitably be compiled during the manufacturing of a medicinal product that also play a part in describing this process - known as secondary documentation (see figure 15.C-2). However, this chapter deals exclusively with the batch documents.
15.C.1 Manufacturing instructions/record
15.C.1.1 Manufacturing instructions
According to german regulations the Head of Production is responsible for ensuring that the manufacturing instructions are compiled correctly, completely, and on time and that they correspond with the marketing approval or registration documents.
The manufacturing instructions are a product-related document that defines in detail all necessary operations within the scope of production. The EU GMP Guideline makes a further differentiation: "Formally authorised Manufacturing Formula and Processing Instructions should exist for each product and batch size to be manufactured. They are often combined in one document." (EU GMP Guideline, chapter 4)
| Content of manufacturing instructions |
|---|
The manufacturing instructions should contain:
|
The processing instructions should contain:
|
In this case, "manufacturing formula" means the detailed formulation of a medicinal product with precise qualitative and quantitative specifications concerning the individual starting materials (see figure 15.C-3). In addition, the "processing instruction" detail the manufacturing procedure, including in-process controls, equipment, labelling, storage, etc.
Figure 15.C-3 shows the requirements for the contents of manufacturing instructions (manufacturing formula and processing instruction in accordance with EU GMP Guideline, chapters 4.14. and 4.15)
15.C.1.2 Batch processing record
"A Batch Processing Record should be kept for each batch processed." (EU GMP Guideline, chapter 4.17)
The batch processing record is a batch-related document that is based on the relevant sections of the applicable manufacturing instructions.
| The batch processing record should contain the following: |
|---|
|
|
|
|
|
|
|
|
|
All process-relevant measuring, control and checking procedures are recorded as actual values and compared with the established target values. Deviations from the specified tolerance limits must be investigated and the reasons given. Transfer errors must be avoided when preparing these kinds of records.
Experience has shown that in practice it is useful to join together the manufacturing instructions and batch production record to form one document. This reduces the effort required for compilation and also reduces the risk of transfer errors.
An important part of the batch processing record is the documentation of checks that must be carried out before processing begins. The aim of these checks is to ensure that all previous products, documents or materials not required for the pending operation have been removed from the operating area and equipment and that the equipment is clean and ready for operation.
During processing the information required, as per the manufacturing instructions, must be recorded at the time the relevant operations are carried out. Figure 15.C-4 shows the content requirements for the batch processing record as specified in the EU GMP Guideline, Chapter 4.17.
Following completion, the batch processing record must be dated and signed as confirmation by head of production as the person responsible for processing. The signature from the head of production confirms that the medicinal product has been manufactured according to the manufacturing instructions and that the prescribed package insert has been provided.
The staff provide their signatures as confirmation that individual manufacturing steps have been properly carried out and/or checked in accordance with the manufacturing instructions.
15.C.1.3 Master of manufacturing instructions/batch processing record
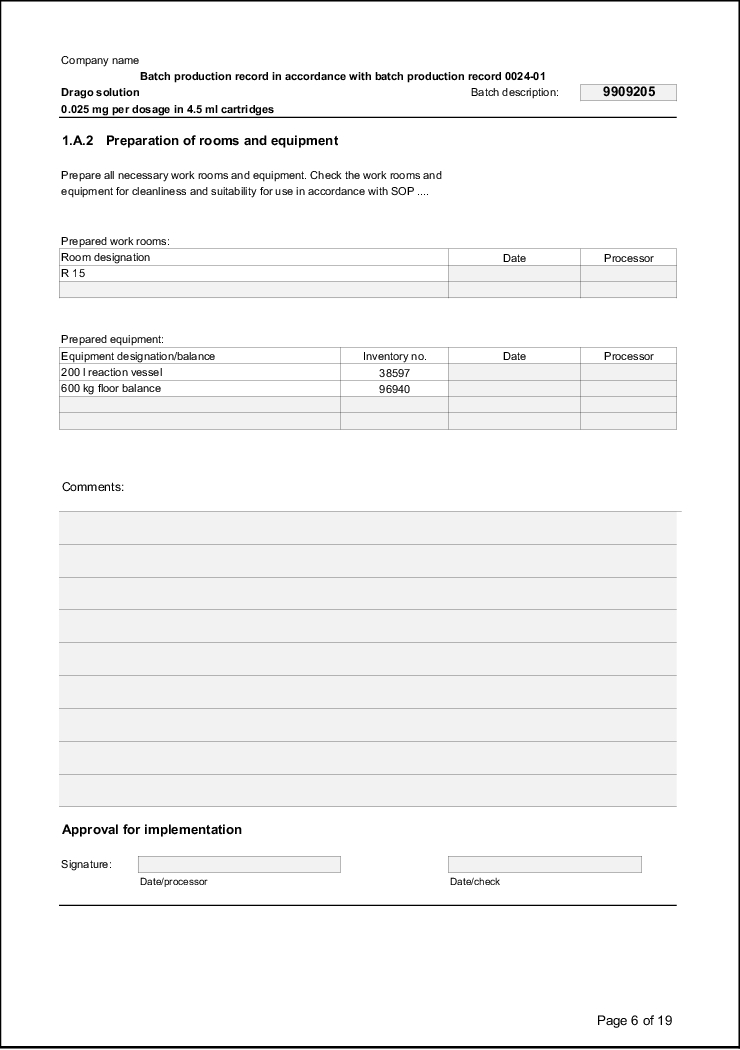
Using the production of a solution as an example, the organisation and contents of a set of manufacturing instructions or a batch processing record are shown in a sample document (see figure 15.C-5).
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|


















15.C.2 Packaging instruction and batch packaging record
15.C.2.1 Packaging instruction
"There should be formally authorised Packaging Instructions for each product, pack size and type. [...]" (4.16 GMP Guideline). Precise specifications for the content of packaging instructions are given in the EU GMP Guideline in addition to generally applicable format requirements for manufacturing instructions such as pagination, etc.
| Contents of packaging instructions |
|---|
|
A list of the packaging materials should be provided in a type of bill of materials depending on requirements. The quantities of packaging materials calculated in each case should be complied with - i.e. the quantities delivered by the warehouse should not greatly exceed the calculated quantities. The aim of this is to ensure that as little material as possible is left over, thus minimising the risk of incorrect use (mix).
The packaging instruction contains the original version, or a copy of a comparison sample, or a drawing showing the exact dimensions. This makes it easier to carry out a comparison with the material used. For printing or embossment, exact specifications as to where and how this should appear on the packaging material must be provided. In so doing, it is recommended that permissible positioning tolerances are defined in order to avoid downtimes due to very slight deviations. If variable data is to be applied, precise lettering specifications must be compiled. This is important if packaging jobs are carried out in different languages as the regulatory requirements vary (e. g. "expires on", "use by", etc.).
As there is a high risk of confusion or mix-up in the case of packaging, a specific request for verification of line clearance (see chapter 13.B.2 Line clearance) and cleaning of the machinery must be included in the packaging instruction. Descriptions of individual packaging procedures (see chapter 13.B Packaging process) are an integral part of the packaging instruction in which the facility's setup and control parameters are specified. In addition, the type and frequency of in-process testing (see chapter 13.B.6 In-process controls) is defined in the instruction. This includes specifications for sampling, function tests at the machines, control tests of attributive features and tests of permissible tolerances (e. g. weight controls) for numerical control.
15.C.2.2 Batch packaging record
A batch packaging record must be compiled for every batch or sub-batch and consistently assigned to the packaging instruction. If a batch is split into several sub-batches (packaging orders) - if packaging materials are printed in different languages for example - each job must be assigned a separate record. An unambiguous reference between this record and the corresponding packaging instruction must be ensured.
"It should be based on the relevant parts of the Packaging Instructions and the method of preparation of such records should be designed to avoid transcription errors." (GMP Guideline, chapter 4.18). This preparation includes the layout requirements for the document. A clear layout and practical usefulness of the document will achieve a reduction of errors as well as the necessary cooperation of staff. In addition, the required general operating conditions must exist, these include clear responsibilities and procedures, suitable premises, and a realistic time schedule. Meeting these conditions will provide a calm environment in which documents may be properly prepared - including, as examples, batch designation, product name and package size. The current actual data (e.g. number of items) must then be amended directly, i. e. at or near the time of the packaging process. It is unacceptable practice to enter retrospectively measured values or similar data. Following completion, the record must be dated and signed by the person responsible - the head of the division, for example. The final confirmation is given by the head of production.
In addition to the full separation of the packaging instruction and batch production record, a number of alternatives are possible where actual values may be added into the instruction to obtain the record.
15.C.3 Electronic batch recording
"Data may be recorded by electronic data processing systems, photographic or other reliable means, but detailed procedures relating to the system in use should be available and the accuracy of the records should be checked. If documentation is handled by electronic data processing methods, only authorised persons should be able to enter or modify data in the computer and there should be a record of changes and deletions; access should be restricted by passwords or other means and the result of entry of critical data should be independently checked. Batch records electronically stored should be protected by back-up transfer on magnetic tape, microfilm, paper or other means. It is particularly important that the data are readily available throughout the period of retention." (EU GMP Guideline, chapter 4.9).
This provides the regulatory basis for the use of alternative media when compiling and/or handling (batch) documentation apart from the conventional approach using paper documentation. This is frequently referred to as an Electronic Batch Recording System (EBRS). An EBRS supports GMP conforming compilation, administration and processing of the necessary documentation (master formula/manufacturing instructions/batch processing record) within the scope of medicinal product manufacturing.
All manufacturing and packaging process data are documented electronically. To achieve this, the data must be entered by staff or recorded automatically via connected systems (e. g. balances, process management systems). Once the process is complete the EBRS compiles an electronic batch processing record.
Staff are guided by steps through the sequence of operation by the EBRS. Entries are made by authorised individuals and the plausibility of these entries is checked as far as possible whilst they are being entered.
An EBRS can prepare and evaluate the data for statistics and analyses by utilising suitable database technology. All process data are contained in an analysable form in the system. Analysis or investigations may be quickly carried out during, or immediately following production, in order to draw conclusions about quality without delay. This system can support, for example, the compilation of the Annual Product Review (see chapter 15.F Annual product review).
Other applications (e. g. production planning and material management systems, LIMS) may be integrated via standardised interfaces using an open EBRS architecture as the basis. A quick and error-free transfer of existing data on the EBRS database to other systems or areas is possible.
15.C.3.1 Strategic objectives of an Electronic Batch Recording System
(EBRS)
The following strategic objectives are pursued with the introduction of an EBRS:
- Analysis and optimisation of procedures within the scope of the system introduction (investigation of the processes)
- Reduction of required expenditure for data recording and documentation - coupled with expanding of staff and management capacity
- Implementation of investigation and error analyses (online analyses)
- Efficient and effective compilation of reports as well as forwarding of documents to internal customers at the company (e. g. validation teams, project management, regulatory affairs department)
- Improved exchange of data with other areas, departments or systems (e. g. in-process control data to analytics, research reports to regulatory affairs department)
- Consistency of the manufacturing data - a prerequisite for compliance of the documentation with official requirements
- Introduction of innovative (state of the art) technology
15.C.3.2 GMP aspects
In order to ensure GMP conforming functionality according to Annex 11 (see chapter C.6.11 Annex 11 Computerised Systems) of the EU GMP Guideline as well as FDA Guideline 21, CFR Part 11 on electronic signatures (see chapter D.1 21 CFR 210 Current Good Manufacturing Practice In Manufacturing, Processing, Packing, Or Holding Of Drugs; General), the points listed in figure 15.C-7 must be taken into consideration.
| GMP-relevant aspects of an EBRS |
|---|
|
Validability of the system: An EBRS must satisfy the requirements that apply to computer validation (see chapter 9 Computer Validation). The system's architecture must support the validation process.
Audit trail: The EBRS must fully record all entries, changes and operations. This ensures that the "electronic batch processing record" generated at the end of production precisely and comprehensively reflects the history of the batch, and the document, if necessary, can be used during court proceedings.
Electronic signature: A suitable alternative to a signature on paper is required for computer-assisted processing. The electronic signature, which may consist of a combination of user ID and password, provides the solution. The regulatory requirements that apply in this case (particularly the FDA requirements) must be taken into consideration.
Data consistency: An EBRS must ensure the correct processing of data once it has been entered or edited in the system. The system must therefore check that the entry and processing of data is accurate.
Data security: The EBRS must include suitable measures to prevent unauthorised data entry - through the use of keys, identity cards or personal codes, etc. Attempts made by unauthorised persons to gain access to the system must be documented.
The manual entry of critical data (e. g. initial weighing of an active substance) in an EBRS must be subjected to an additional check to verify its accuracy. This control test may be carried out by a second operator or by using a validated electronic method (e. g. database-based plausibility check).
In order to protect the data in the EBRS it must be backed up on a regular basis.
Stability of the system: Suitable alternative strategies for systems must be planned that can be used in the event of a breakdown (e. g. secondary mirrored hard drive).
Confirmation must be obtained within the scope of the validation that the system has a defined rerun point following a system breakdown.
Electronic archiving: Similar to a paper version, the electronic batch processing record must also be retained for the prescribed period. This means that it is necessary to archive all data using a suitable system and ensure that it is available (i.e. researchable) if required. This indicates that suitable readers (computer systems) must also be archived and the data copied over from the media once a specific running time has elapsed to prevent ageing effects.
15.C.4 Testing procedures and test protocol
15.C.4.1 Testing procedures
The quality of a manufactured batch may only be checked using suitable analytical methods. The testing procedure is quite simply the analyst's working instrument. According to ICH, analytical methods may be defined as follows:
"The analytical method describes how the analysis must be carried out. The necessary steps for each test must be specified in detail. These includes - and this list is by no means exhaustive - the preparation of the sample, the reference and the reagents, use of the equipment, the recording of calibration lines, the application of formulas for the calculation, etc."
"Descriptions of procedures should exist that specify the test methods and equipment to be used for the analysis of materials and products during the various manufacturing steps. The tests that are carried out should be documented."
The contents of a test protocol are described in chapter 6.17 of the EU GMP Guideline (see figure 15.C-8).
| Content of a test protocol (EU GMP Guideline, chapter 6.17) |
|---|
a) name of the material or product and, where applicable, dosage form; b) batch number and, where appropriate, the manufacturer and/or supplier; c) references to the relevant specifications and testing procedures; d) test results, including observations and calculations, and reference to any certificates of analysis; e) dates of testing; f) initials of the persons who performed the testing; g) initials of the persons who verified the testing and the calculations, where appropriate; h) a clear statement of release or rejection (or other status decision) and the dated signature of the designated responsible person. |
If a testing procedure is up-to-date and complete with all steps precisely formulated, this helps considerably in reducing OOS results and therefore extensive and costly investigations. A number of different systems may be used depending on the preferences of the company concerned. There are no benefits to cutting costs when compiling test procedures.
Two systems are explained briefly below:
- Monograph and
- Modular system
In the monograph all test procedures are arranged consecutively in chapters - the result is a compact, clearly laid out document. For new versions the entire monograph is replaced and although this uses large amounts of paper, it does avoid confusion. An example of a disadvantage of this system is that, depending on the number of tests, the determination of the assay with HPLC may not always produce the same (chapter) number, which makes it more difficult to find contents. The monograph system does occasionally give the appearance of being slightly cumbersome.
New versions can be managed more flexibly with the modular system. In this case, only the existing version of the relevant test is replaced which leads to less paper consumption. A uniform coding of the corresponding individual testing procedure ensures effectiveness, although it may take some time to get used to the system at first. The overall document is generally larger than for the monograph system. A well established system for the distribution and exchange of documents is necessary to prevent confusion when updating individual tests and to avoid the unintentional use of old test procedures when carrying out analyses.
In order to avoid problems during the compilation and application of testing procedures it is helpful to develop a uniformly organised concept, for example using text modules. Precise and clear descriptions of how the tests are to be carried out should be provided. The system applied during the organisation also helps the author to make sure that nothing is unintentionally left out.
The most important elements of a testing procedure are summarised in figure 15.C-9.
| Important elements of a testing procedure |
|---|
|
The title of the test outlines the content and area of application (of the test). The principle specifies the method (HPLC / UV detection, for example). A list of the reagents required (see chapter 14.B Reagents) and their quality is important to ensure faultless performance. It is advisable to include specific suppliers as examples only so that alternative sources may be used in the event that the intended original supplier cannot provide the service (for columns, for example). The system suitability test and the applicable requirements must be clearly described (see chapter 12 System suitability test (SST)).
The method must provide a detailed description of exactly how sample and reference solutions are prepared. In doing so, it is important to include additional information on problems or weaknesses as well as useful tips. The test set-up must be clear. In the case of chromatographic determinations it is recommended that columns and separation parameters are included as examples only, column serial numbers in particular must be avoided otherwise GMP problems may arise if a specific column can no longer be used. Evaluation and calculation methods must be given in detail. The entire analysis and evaluation must be easily understood by a qualified individual.
Whenever possible a reference spectrum or reference chromatogram must be included in the testing procedure. A visual assessment is generally much simpler than a description that lasts several pages. The insights gained during the method validation (see chapter 14.F Validation of analytical methods) must be included in the testing procedure. For fine-tuning it often becomes apparent that training is indispensable.
A great deal of consideration must be given to changes to test procedures as such procedures must not only be appropriate for the intended use with state-of-the-art technology, it must also be ensured that they concur with the submission file submitted for marketing authorisation/registration.
It is therefore also not possible to immediately implement smaller changes in a new version of a testing procedure. Instead, it has proven effective in practice to gather requests for smaller changes until the next update of the testing procedure. The change control procedure (see chapter 19.C Change control) must be applied before the new version of the testing procedure can be implemented (i.e. used for GMP analyses) and this must be approved by the responsible quality unit. The change control procedure, which involves the participation of the regulatory affairs department, ensures that relevant changes are brought to the attention of the authorities.
15.C.4.2 Test protocol
The content of test protocols is regulated in chapters 6.16 and 6.17 of the EU GMP Guideline as follows: "The results obtained should be recorded and checked to make sure that they are consistent with each other. Any calculations should be critically examined."
„The tests performed should be recorded and the records should include at least the following data:
- name of the material or product and, where applicable, dosage form;
- batch number and, where appropriate, the manufacturer and/or supplier;
- references to the relevant specifications and testing procedures;
- test results, including observations and calculations, and reference to any certificates of analysis;
- dates of testing;
- initials of the persons who performed the testing;
- initials of the persons who verified the testing and the calculations, where appropriate;
- a clear statement of release or rejection (or other status decision) and the dated signature of the designated responsible person."
The expression "analysis data" refers to the complete raw data including all chromatograms, graphs, charts, spectra and printouts by laboratory equipment, as well as display values read (see chapter 14.I Raw data documentation). This raw data must be identified by using a product and batch designation, it must also be dated and include the name of the analyst. It is a component of the batch documentation - usually in the form of an appendix to the test protocol.
If individual items of raw data are collected separately (in laboratory notebooks, for example) there must be clear cross references in the test protocol to these documents so that the original data can be quickly found.
The handling of raw data requires a great deal of care as it must not be changed or destroyed. Where raw data is produced as a result of abortive analysis series under GMP (exluding technical trials carried out for the purposes of method development), a rational reason reasons must be appended and the data archived. This requires clear, written procedures (SOP - "Handling of raw data") as well as awareness and discipline on a daily basis in the laboratory.
The test results are calculated from the raw data with the formulas specified in the testing procedure. The results of individual test items must be signed by the person responsible as they provide a basis for approval or rejection of the material tested.
Summary The Batch Record Review (BRR) is a review of the batch documentation that is carried out independently of the actual compilation process. In addition to the human resources available, the scope of the review depends on the risks associated with the dosage form to be manufactured and/or the active pharmaceutical ingredient. The BRR is a useful document that enables the Qualified Person to detect errors and make release decisions more easily. |
15.C.5 Batch record review
15.C.5.1 Regulatory requirements
The question of the need for a Batch Record Review was initially raised by the FDA based on Section 211.192 of the CFR:
"All drug product production and control records, including those for packaging and labeling, shall be reviewed and approved by the quality control unit to determine compliance with all established, approved written procedures before a batch is released or distributed. Any unexplained discrepancy (including a percentage of theoretical yield exceeding the maximum or minimum percentages established in master production and control records) or the failure of a batch or any of its components to meet any of its specifications shall be thoroughly investigated, whether or not the batch has already been distributed. The investigation shall extend to other batches of the same drug product and other drug products that may have been associated with the specific failure or discrepancy. A written record of the investigation shall be made and shall include the conclusions and followup."
Nowadays manufacturers and local authority representatives no longer need to be convinced about the usefulness of this control instrument.
Annex 18 to the EU Guideline and the ICH Q7A Good Manufacturing Practice Guidance for Active Pharmaceutical Ingredients unequivocally state the need for the Batch Record Review:
"6.72 All deviations, investigations and OOS reports should be reviewed as part of the general batch record review before a batch is released."
15.C.5.2 Benefits of an independent batch record review
The Batch Record Review is a review of the batch documentation that is carried out independently of the actual compilation process.
The BRR determines whether the overall batch documentation corresponds with the regulatory and company-internal code of practice. It deals with the entire manufacturing operation for active pharmaceutical ingredients, as well as medicinal products or clinical test preparations, starting with the raw materials then continuing through to the formulation, and finally to the packaging and quality control.
The Batch Record Review has proven to be useful and, once complete, lends the Qualified Person support in the fulfilment of his/her routine tasks, according to EU GMP Guideline, Annex 16 (amongst others): Certification by a qualified person and batch release, chapter 8 (f) "all necessary production and quality control documentation has been completed and endorsed by the staff authorised to do so;"
The BRR and the resulting quality assessment is therefore a prerequisite for certification or release of the batch.
15.C.5.3 Responsibility and competencies
The BRR is normally carried out by quality assurance staff following completion of the batch records and confirmation of GMP conforming production. Quality assurance passes the recommendation for approval to the Qualified Person. This is often achieved by processing ready-made, standardised checklists.
15.C.5.4 Scope of a batch record review
There is no generally applicable requirement for the scope of the BRR. In addition to human resources, the main considerations should be the risks associated with the dosage form or the active pharmaceutical ingredient. This particularly applies if manufacturing and analysis is carried out by contract manufacturers or as described in Annex, 16 chapter 1.2, of the EU GMP Guideline:
"The annex covers in particular those cases where a batch has had different stages of production or testing conducted at different locations or by different manufacturers, and where an intermediate or bulk production batch is divided into more than one finished product batch. It also covers the release of batches which have been imported to the EC/EEA both when there is and is not a mutual recognition agreement between the Community and the third country."
It is useful when carrying out the BRR to differentiate between
- Batch documentation carried out in-house
- Batch documentation compiled at other company branches or by contract manufacturers
This may be carried out in full (100 % check) or randomly.
| Checkpoints of a Batch Record Review |
|---|
|
If the BRR and the approval decision are carried out by the pharmaceutical manufacturer externally, e. g. by the contract manufacturer or an external laboratory, all documents required by the Qualified Person to process the statement of approval must be available. For the statement of approval by an external Qualified Person to be possible and/or permissible, this must be expressly permitted in the liability limitation agreement and the most up-to-date information must be available.
Figure 15.C-10 shows the points to observe when carrying out a BRR.
The following departments are involved in the preparation of the documents named in figure 15.C-11.
| Documents for a Batch Record Review |
|---|
|
|
|
|
|
|
- Manufacture
- Quality control
- Engineering
- Research and Development
- Warehouse
- Quality Unit
- Purchasing (Material Management)
15.C.5.5 Deviations, changes relevant to marketing authorisation,
recording errors
It is important to ensure that the batch documentation used conforms with the approved documents or documents submitted to the relevant authorities. When reviewing the batch documentation if obvious recording errors and omissions are identified, the reviewer must arrange to have these corrected. In such instances particular attention must be paid to deviations that may affect the product quality as well as Out-of-Specification results and checks must be carried out to determine whether sufficient reasoning has been given.
If deviations occur repeatedly, the reviewer should make suggestions for improvements to the specifications (manufacturing instructions etc.). In each case, the person who compiled the batch documentation and the reviewer must work closely together.
Additional information can be found in chapter 1 Quality Management
Summary Contained in the batch documentation are the manufacturing instructions/batch processing record, the packaging instruction/batch packaging record, and the testing procedure/test protocol. The purpose of these documents is to ensure the traceability of all data acquired and unusual events during production and analysis. The introduction of an electronic batch documentation system (EBRS) increases the security of the documentation when compared to paper documentation, and it reduces the effort required for checking. The testing procedure is used as the basis for the quality testing of raw materials, intermediate products, semi-finished and finished products. Clear and precise descriptions of the test implementation must exist (including evaluation and calculation). The test protocol contains all the results of a completed analysis. Particular attention must be paid to the raw data which consists of observations made and data acquired at the time of the analysis. The raw data is used to calculate the test results which provide a clear basis for approval or rejection. |
